энергетического и экологического оборудования
звонок
Изготовление металлоконструкций
АО «ПФК «Рыбинсккомплекс» имеет возможность изготавливать металлоконструкции практически любой сложности. Современное оборудование обеспечивает высокую точность, система качества гарантирует соответствие всем нормам и стандартам, действующим на территории РФ для данного вида продукции.
Производственный цикл
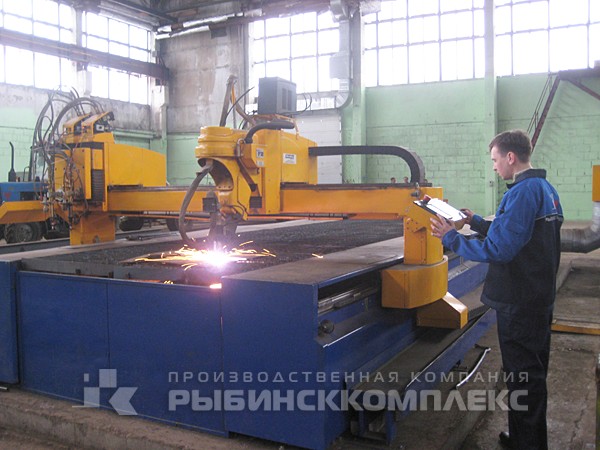



1) Заготовительный участок. Участок оснащён аппаратом плазменной и газовой резки все операции выполняются автоматически. Возможности оборудования позволяют вести раскрой листового железа толщиной до 40 мм. На ленточно-пильных станках производится нарезка сортового проката необходимой длины, возможности оборудования позволяют резать заготовку под любым углом. Размер заготовки 480×480 мм, длина ограничивается исходя из транспортных габаритов.
2) Сборочный участок. Первоначально производится сборка элемента каркаса (колонна, ригель, связь, прогон и т.д.) на «прихватках». На сборочном стане собирается «тело» двутавра, на стапелях производится насыщение собранных элементов каркаса (рёбрами, косынками, фланцами и т.д.) и предъявляется службе ОТК, после чего данный элемент идёт на сварку. Сварка «тела» двутавра производится на сварочном портале или на сварочных автоматах (сварочный трактор) под слоем флюса, обварка насыщения — на полуавтоматах в среде углекислого газа.
При повторном предъявлении служба ОТК проверяет:
- — с помощью УЗК качество сварного шва в местах подлежащих контролю,
- — отсутствие сварочных деформаций.




3) Перед окраской поверхность изделия (колонна, ригель, прогон и т.д.) проходит подготовку в дробеструйной камере (зачищается от окалины, брызг и другого мусора). Подготовленный элемент окрашивается грунтом с обязательным контролем толщины покрытия. Обычно покрытие наносится в два слоя быстросохнущим грунтом. После окраски производится маркировка элемента согласно КМД и окончательное предъявление службе ОТК для проверки соответствия готового изделия сборочному чертежу.




Типовые проекты






 Распечатать
Распечатать  Поделиться
Поделиться